
chia sẻ kiến thức
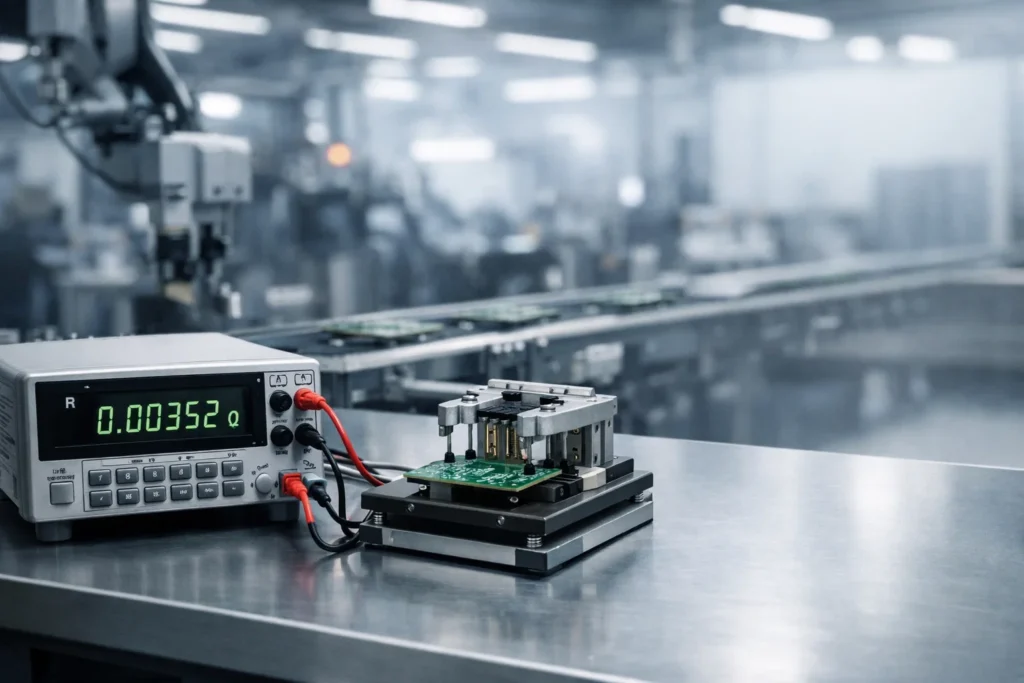
Playbook triển khai HIOKI RM3542C & RM3542C-3 trên dây chuyền: từ URS đến chạy ổn định

Th2
#RM3542C
Nếu bạn đang đọc bài này trên hiokijp.vn (HIOKI Việt Nam), mình giả định mục tiêu không phải “xem máy có gì”, mà là: lắp lên line – chạy ổn – giao ca không lỗi – số liệu tin cậy – giảm false fail. Bài này vì thế được viết theo dạng playbook triển khai cho 2 nhóm người dùng chính: QA/QC và Automation/Process.
Trong hệ thống triển khai tại Việt Nam, hiokijp.vn là nơi tập trung nội dung chuyên sâu theo ứng dụng; còn website chính victory.com.vn (Công Ty Cổ Phần Thiết Bị Thắng Lợi – Victory Instruments JSC) phù hợp để bạn tham chiếu giải pháp tổng thể (đo lường + phụ kiện + tích hợp + đồng bộ nhiều line) khi cần triển khai quy mô nhà máy.
1) Chọn đúng model theo “đầu ra chất lượng” (khác với chọn theo cảm tính)
Khi nào chọn RM3542C
Bạn chọn RM3542C nếu mục tiêu chính là:
- Pass/Fail (OK/NG) ổn định theo ngưỡng spec.
- Tối ưu throughput nhưng vẫn giữ độ lặp đo tốt.
- Muốn tập trung vào ổn định tiếp xúc / giảm sai số do fixture hơn là phân hạng nhiều mức.
Khi nào lên RM3542C-3
Bạn chọn RM3542C-3 khi dây chuyền cần “đầu ra” cao hơn:
- Phân hạng (grading/sorting) nhiều mức ngay tại thiết bị (BIN).
- Cần mô hình ΔR theo công đoạn (so chênh lệch trước–sau) để bắt drift mà đo tuyệt đối khó thấy.
- Bạn muốn “đẩy logic quyết định” xuống máy để PLC/PC chỉ làm nhiệm vụ điều phối, giảm rủi ro trễ và lỗi mapping.
Mẹo tránh trùng lặp nội dung: thay vì nêu thông số, hãy mô tả use-case quyết định và khung triển khai như trên — đây là phần mà bài giới thiệu thông thường ít nói kỹ.
2) URS/Spec mẫu (copy-paste được) cho dự án kiểm tra điện trở in-line
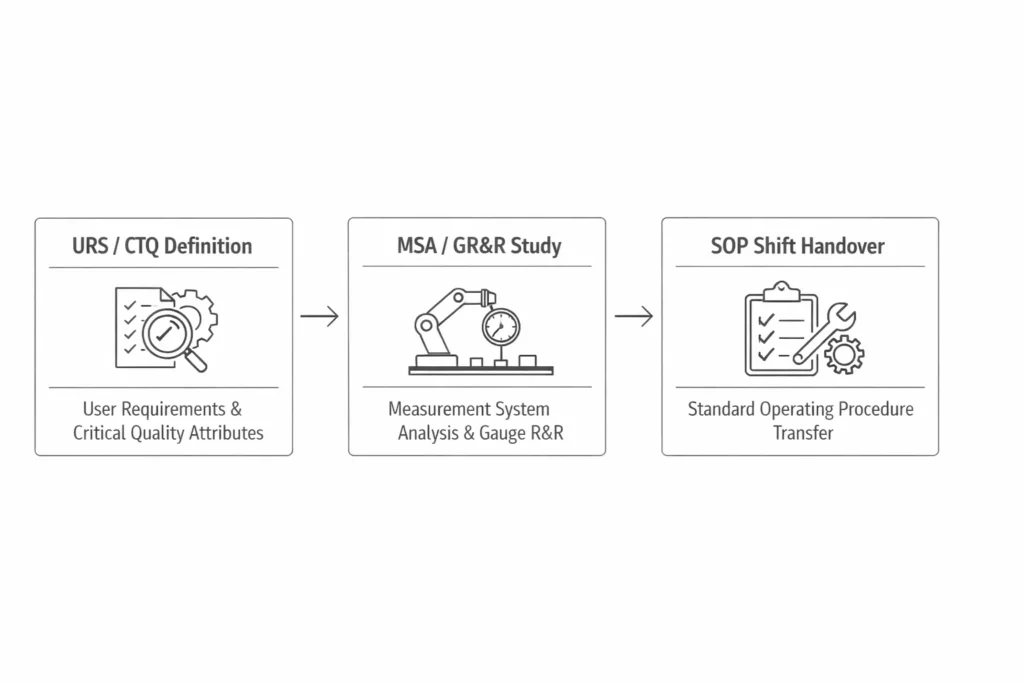
Dưới đây là bộ khung URS gọn, bạn có thể đưa thẳng vào tài liệu nội bộ:
2.1. Mục tiêu đo lường (CTQ)
- Đối tượng: chip resistor / ferrite bead / linh kiện điện trở thấp (tuỳ line)
- Loại quyết định:
- OK/NG theo ngưỡng
- Grading nhiều mức (BIN)
- ΔR giữa công đoạn A–B
2.2. Yêu cầu vận hành trên line
- Takt time mục tiêu: ___ ms/pcs
- Tỉ lệ retest tối đa cho phép: ___ %
- Tỉ lệ false fail tối đa: ___ ppm
- Dải sản phẩm/ mã hàng: ___ (liệt kê top 10 mã chạy nhiều nhất)
2.3. Giao tiếp & tích hợp
- Thiết bị điều khiển: PLC/IPC (hãng/model)
- I/O yêu cầu: Start/Busy/Pass/Fail/Bin/Alarm (liệt kê)
- Ghi dữ liệu:
- Ghi giá trị đo
- Ghi trạng thái tiếp xúc
- Ghi mã BIN / ΔR result
- Trace theo barcode/QR
2.4. Chất lượng dữ liệu
- Yêu cầu MSA: GR&R ≤ ___ % (ví dụ 10% hoặc theo chuẩn nội bộ)
- Quy định hiệu chuẩn/kiểm tra định kỳ: ___ (tuần/tháng)
3) Checklist “giảm false fail” (cực quan trọng khi đưa lên line thật)
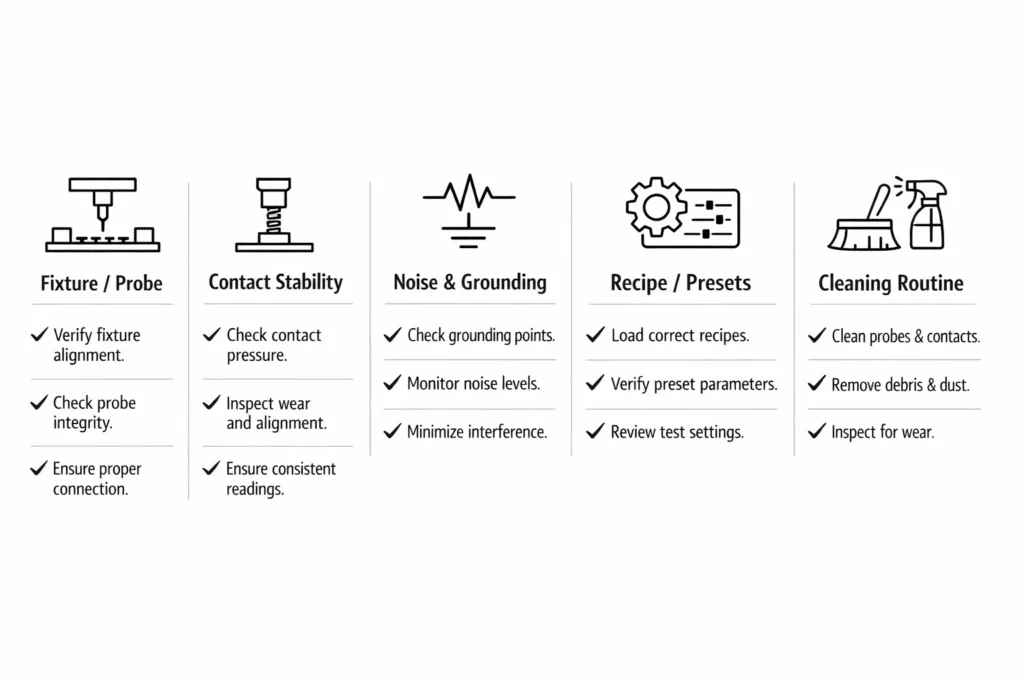
False fail thường không đến từ máy, mà đến từ tiếp xúc + đồ gá + nhiễu + quy trình ca kíp. Dưới đây là checklist theo thứ tự ưu tiên:
3.1. Đồ gá / probe / lực ép
- Lực ép có ổn định theo thời gian không (lò xo mỏi, lệch cơ khí)?
- Điểm tiếp xúc có bị “đánh bóng” hoặc bám bụi/oxy hoá sau X giờ?
- Cơ cấu chặn linh kiện có tránh rung khi đo chưa?
Khuyến nghị vận hành: tạo “maintenance micro-routine” 2–4 giờ/lần: lau đầu probe, kiểm tra lực ép, test nhanh 5 mẫu chuẩn.
3.2. Quy tắc đo: “đừng tham nhanh ở mọi mã”
- Với mã hàng chạy nhiều nhất: tối ưu tốc độ.
- Với mã hay gây trượt/dao động: ưu tiên độ lặp (chấp nhận chậm hơn chút).
- Nếu thay đổi mã hàng liên tục: dùng preset/recipe rõ ràng, khoá quy trình đổi mã.
3.3. Nhiễu & nối đất
- Tách đường tín hiệu đo khỏi dây động lực servo/biến tần.
- Kiểm tra nối đất tủ điện và bàn đo.
- Nếu có nhiều thiết bị đo gần nhau: thống nhất layout, tránh vòng lặp mass.
4) MSA/GR&R: cách làm “đủ dùng” để quyết định setpoint và giới hạn
Bài toán hay gặp: spec khách hàng rất sát, bạn set ngưỡng xong thì NG tăng mạnh vì dao động đo/tiếp xúc. Cách làm:
4.1. Bộ mẫu MSA tối thiểu
- Chọn 10 mẫu đại diện (gần ngưỡng, giữa dải, và “xấu”)
- 3 người đo (hoặc 2 nếu ca kíp ít), mỗi người đo 2–3 lần
- Thực hiện ở 2 trạng thái:
- Trạng thái A: vừa vệ sinh probe
- Trạng thái B: sau chạy 2–4 giờ
4.2. Kết quả bạn cần rút ra
- Độ lặp theo thời gian (drift do tiếp xúc)
- Khác biệt giữa người vận hành (nếu có thao tác)
- Đề xuất:
- Điều chỉnh lực ép/đồ gá
- Chỉnh recipe theo mã “khó”
- Xác định quy trình vệ sinh định kỳ
Đây là phần “không trùng bài cũ” vì nó là phương pháp triển khai chứ không phải mô tả sản phẩm.
5) Thiết kế logic quyết định: OK/NG, BIN và ΔR (đúng vai trò RM3542C-3)
5.1. OK/NG: ưu tiên đơn giản, dễ debug
- Chỉ đặt 1–2 ngưỡng rõ ràng
- Có alarm khi lỗi tiếp xúc/fixture (đừng để NG do lỗi cơ khí bị hiểu là lỗi linh kiện)
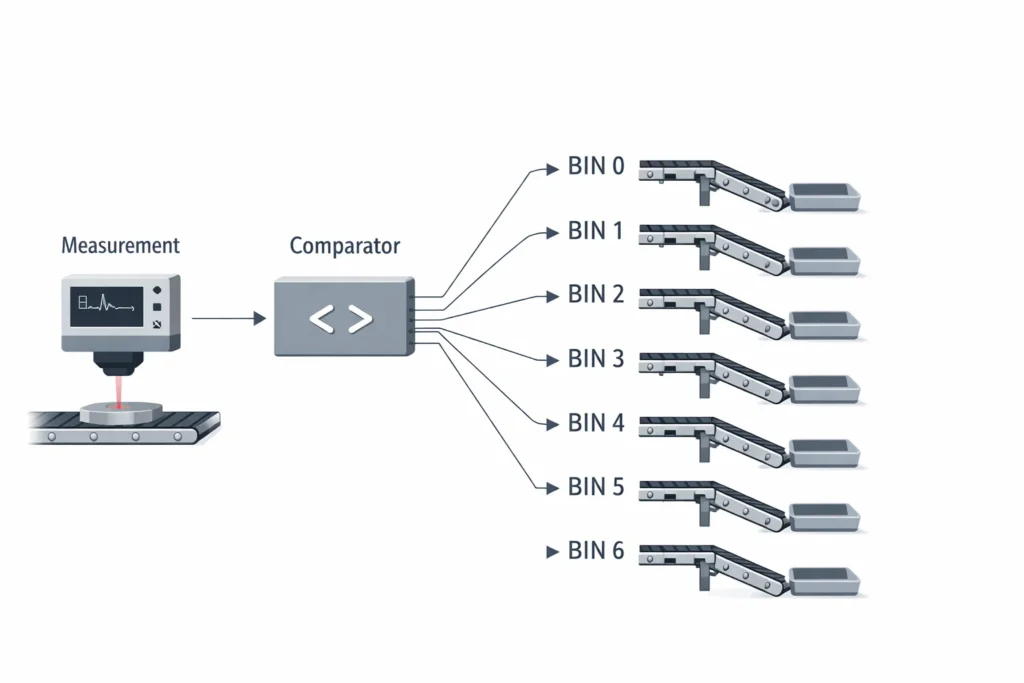
5.2. BIN (RM3542C-3): map thẳng ra luồng sorting
- Trước khi set BIN, bạn phải chốt: mỗi BIN tương ứng hành động gì
- BIN 0: OK → khay A
- BIN 1: grade cao → khay B
- BIN 2: gần ngưỡng → hold/recheck
- BIN 3+: NG → reject
- Nguyên tắc: mỗi BIN phải có “điểm đến” rõ ràng, tránh tạo BIN “cho vui” rồi PLC không dùng.
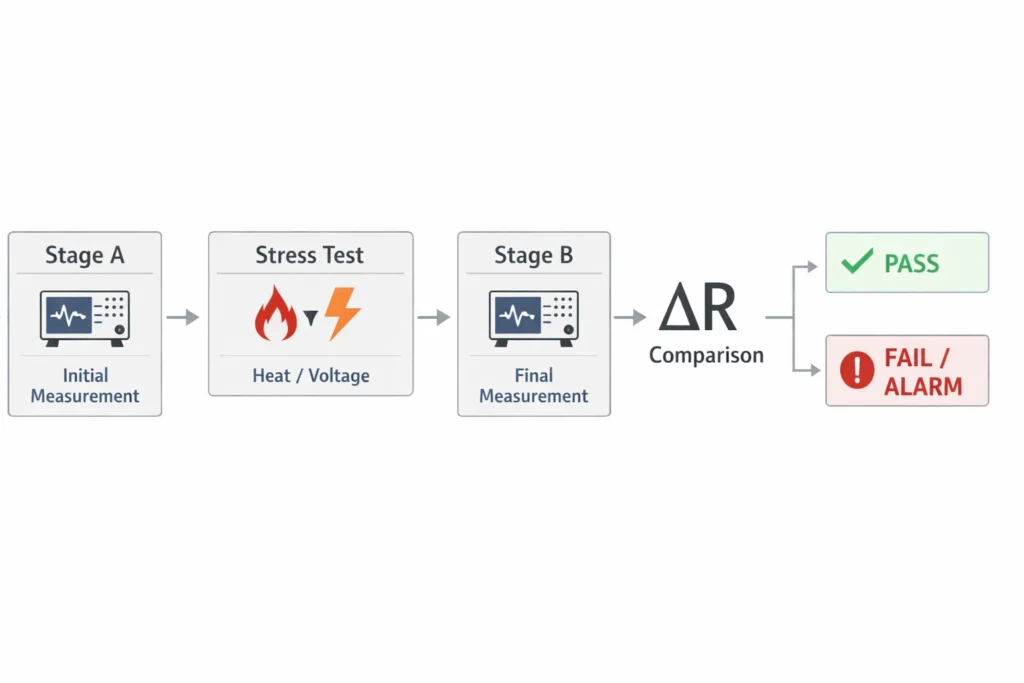
5.3. ΔR (RM3542C-3): tránh hiểu sai bản chất
ΔR nên dùng khi:
- Có công đoạn gây stress (nhiệt/điện/ép) khiến giá trị thay đổi
- Bạn muốn bắt “trượt công đoạn” chứ không chỉ bắt “ngoài spec”
Gợi ý triển khai: đặt cặp thiết bị (hoặc 2 điểm đo) ở trước–sau công đoạn; ΔR dùng như “cảnh báo quá trình” thay vì chỉ là OK/NG sản phẩm.
6) Tích hợp PLC/Line: gợi ý mapping tín hiệu để dễ vận hành
Một mapping “dễ sống” cho đội tự động hoá:
- Input từ PLC → thiết bị: Start / Recipe Select / Reset Alarm
- Output từ thiết bị → PLC: Busy / Ready / OK / NG / (BIN0..BINn) / Contact Error / Overrange
Tip: luôn có một bit riêng cho Contact Error (hoặc lỗi tương đương). Nếu không tách, bạn sẽ bị “NG trộn lỗi”, debug cực tốn thời gian.
7) SOP giao ca (1 trang) – thứ giúp line chạy ổn cả năm
Bạn có thể đưa nguyên khung này cho QA/Production:
Đầu ca (5 phút):
- vệ sinh đầu probe
- chạy 5 mẫu chuẩn → ghi log
- xác nhận recipe đúng mã hàng
Trong ca (mỗi 2–4 giờ):
- vệ sinh nhanh probe
- kiểm tra lực ép/đồ gá (tick checklist)
Cuối ca:
- tổng kết NG theo nhóm: NG do spec / NG do contact / NG do overrange
- bàn giao tình trạng đồ gá và thời điểm vệ sinh gần nhất
KẾT LUẬN: Triển khai đúng quy trình sẽ “ăn” hơn nâng cấu hình
Trên hiokijp.vn, nếu cần chốt nhanh: RM3542C phù hợp cho mục tiêu OK/NG ổn định với trọng tâm là giảm sai số do tiếp xúc và giữ throughput; còn RM3542C-3 phát huy mạnh khi bạn cần BIN (grading/sorting) và/hoặc ΔR theo công đoạn để bắt drift quá trình và giảm phụ thuộc vào logic PLC/PC.
Khi bạn triển khai quy mô nhà máy (nhiều line, nhiều mã, cần đồng bộ phụ kiện/fixture và quy trình SOP/MSA), hãy dẫn giải hợp lý về hệ sinh thái giải pháp từ website chính victory.com.vn (Victory Instruments JSC) để đội dự án có “điểm tựa” thống nhất tiêu chuẩn triển khai, đào tạo vận hành và bảo trì.




